
1. 散热片行业背景与检测需求
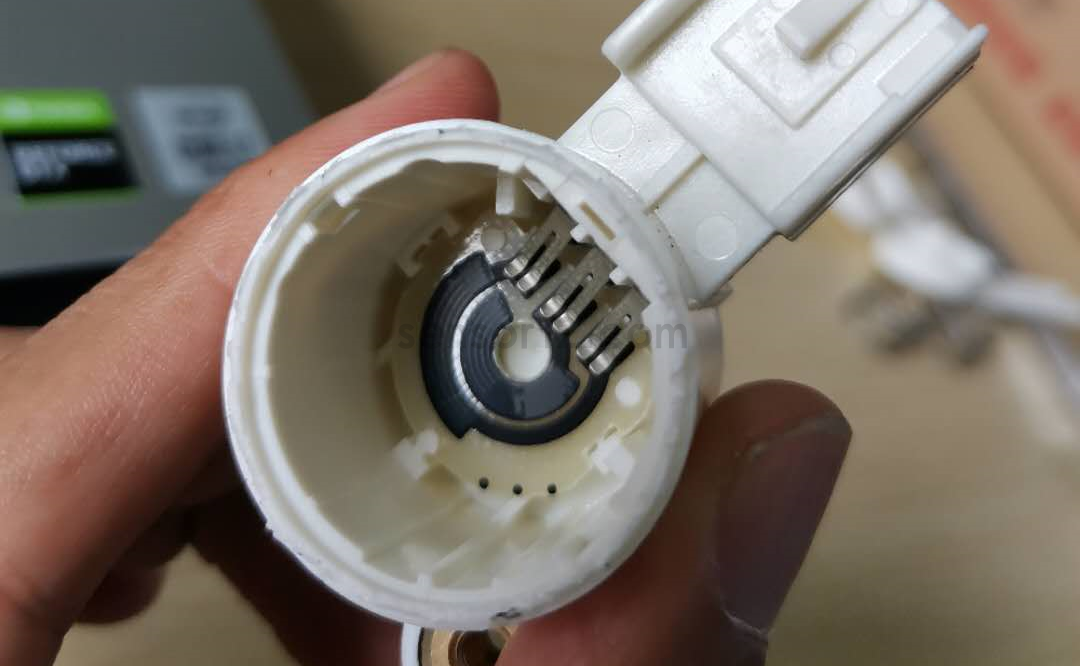
散热片通过扩大换热面积实现热量传导散热,主流结构分为片状平行鳍片与圆柱针齿两类,适配不同工况场景。片状鳍片风阻小、散热面积大、生产成本低,适配风道平直、单向吹风的长条型热源,广泛应用于IGBT、LED灯带、工控功率模块等设备。圆柱针齿支持散热,任意角度气流均可接触换热,在有限底座面积下可实现更大散热面积,适配CPU、显卡等单点高热芯片散热场景。
行业四大主流制造工艺各有优劣:铝挤型工艺将铝锭高温高压挤出成型,适合大批量量产,但鳍片高宽比受限、平面度难以精准把控;铲齿工艺通过机械切削成型,无需模具,可加工0.3mm超薄、100mm超高密度翅片;压铸工艺可成型复杂异形结构,但尺寸精度与表面光洁度较差;插齿、扣Fin工艺工序精简、量产效率高,但齿片与基板的结合质量会直接影响散热效果与产品稳定性。

2. 产线检测的三类技术难点
高反光金属表面成像干扰:铝、铜散热片镜面化表面易造成普通光学检测信号失真,轻微划痕、压痕、针孔等微缺陷反光差异极小,难以稳定识别。同时针齿圆柱360°曲面结构,单一角度检测无法全覆盖,易遗漏局部磕碰、形变缺陷,导致产品漏检率居高不下。
超薄高密度鳍片精度与效率矛盾:铲齿散热片鳍片厚度仅0.3–0.5mm、间距1.2–2mm,基板平面度要求≤0.1mm/m。传统接触式CMM检测会顶压薄基板造成形变,无法测量真实平面精度;常规非接触设备采样点位稀疏,难以捕捉≤0.01mm的微米级凹凸形变。此外,密集鳍片相互遮挡,需逐片检测倾斜度、厚度、高度,针齿柱体仅靠2D图像无法获取径向尺寸,普通视觉方案无法量化三维形变缺陷。
人工检测固有短板:微米级微毛刺、微凹等缺陷肉眼无法分辨,人工检测受疲劳影响,不同班次判定标准偏差超10%。且人工仅能抽样检测,无法全覆盖,易导致隐性缺陷产品流入市场,引发设备芯片过热、批量召回等风险,损耗成本高。
3. GL-8000系列的核心技术性能
GL-8000系列基于激光三角反射原理工作,激光束照射工件表面后,反射光通过光学系统成像于CMOS传感器,精准采集激光线对应点位的高度轮廓数据,实现高精度三维测量。

设备核心参数优势突出:单轮廓采集4096高密度点数,Z轴重复精度可达0.3μm,线性精度±0.02% of F.S.,全线宽线性精度可达±0.006% of F.S.;采样速度49000Hz,全画幅采集速度4KHz,适配高速产线检测需求。
设备采用405nm蓝色半导体激光,短波长特性对金属表面反射吸收效果更佳,可有效弱化铝铜高反光干扰。搭载原生单帧HDR+多帧HDR双重技术,可同步适配高反光、弱反光区域信号采集,保障高密度鳍片区域数据完整。自研Phoskey Vision算法平台支持点云重建、滤波降噪、平面拟合、缺陷识别等核心功能,自带形状保持过滤功能,可规避光波动干扰、保留工件原始轮廓形态。全系型号覆盖20mm–1144mm基准距离、9.6mm–2004mmX轴扫描宽度、±2.3mm–±639mmZ轴量程,可适配全尺寸散热片检测。

4. 检测项目与实测表现
针对行业核心检测难题,GL-8000系列实现适配优化。蓝光激光搭配HDR技术,有效解决铝铜镜面反射干扰问题,精准识别表面微米级微缺陷,大幅降低漏检率。4096点高密度采样,可精准捕捉超薄鳍片的高度、平面度,精准判定形变超标问题。依托三维点云技术,可精准测量针齿柱顶、柱高一致性,量化鳍片外翻、内扣等三维形变偏差。
光子精密3D线激光轮廓测量仪采用非接触式扫描模式,无工件形变风险,可深入鳍片夹缝采集完整轮廓数据,无需破坏性检测。自动化全检模式消除人工主观判定偏差,实现散热片全尺寸、全缺陷、全覆盖高精度检测。